


联系我们

您也许对湖北本地以下产品新闻也感兴趣
- 【隔离开关触指压力测试仪】-蓄电池测试仪根据要求定制
- 【变压器测试台TH-0301三相电力标准功率源经验丰富质量放心】
- 【多功能校准仪】,三相交直流指示仪表检定装置多年行业经验
- 高低压开关柜通电试验台,交直流试验变压器品质服务
- UPS静音发电车租赁技术怎么样
- 异频线路参数测试仪,智能配电终端测试仪批发供应
- 【激光切割机板管一体光纤激光切割机0中间商差价】
- 接地电阻测试仪灭磁过电压测试装置一站式服务
- 清障仪配电终端检测装置厂家经验丰富
- 电器综合试验台大电流发生器质检严格放心品质
- 井盖k7k9球墨铸铁管严选材质
- 【球墨铸铁管球墨铸铁井盖产品优势特点】
- 球墨铸铁管件【承插式离心球墨铸铁给水管】厂家直销省心省钱
- 雨水管_PVC成品天沟厂家自营
- 【天沟彩铝雨水管实力商家推荐】
当前位置:
武汉 华宇诚数控科技有限公司 >湖北当地产品新闻
数控等离子切割机自动激光切管机低价货源
更新时间:2025-03-16 14:02:50 浏览次数:9 公司名称:武汉 华宇诚数控科技有限公司
以下是:数控等离子切割机自动激光切管机低价货源的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电仪 |
| 发货期限 | 3天 |
| 供货总量 | 999 |
| 运费说明 | 供方支付 |
| 最小起订 | 1 |
| 是否厂家 | 生产厂家 |
| 产品材质 | 钢结构 |
| 产品品牌 | 华宇诚数控 |
| 产品规格 | 3000×1500/4000×1500/4000×2000/6000×2000/6000×2500/8000X2500 |
| 加工定制 | 是 |
| 产品型号 | YCLM-4000 |
| 质保时间 | 2年 |
| 适用领域 | 金属钢板切割 |
以下是:数控等离子切割机自动激光切管机低价货源的图文视频



数控等离子切割机自动激光切管机低价货源,华宇诚数控科技有限公司专业从事数控等离子切割机自动激光切管机低价货源,联系人:,电话:18986290037、18986290037,QQ:1051088151,发货地:武汉江夏区庙山工业园特1号发货到湖北省 武汉市、宜昌市、黄石市、襄阳市、荆州市、十堰市、荆门市、鄂州市、孝感市、咸宁市、随州市、恩施市、黄冈市,以下是数控等离子切割机自动激光切管机低价货源的详细页面。 湖北省 湖北省地势大致为东、西、北三面环山,中间低平,略呈向南敞开的不完整盆地。在全省总面积中,山地占56%,丘陵占24%,平原湖区占20%,属长江水系。湖北省地处亚热带,全省除高山地区属高山气候外,大部分地区属亚热带季风性湿润气候。湖北历史代表文化为“荆楚文化”。
我们的视频却能以直观、生动的方式,让您感受到产品的独特之处。观看视频,让数控等离子切割机自动激光切管机低价货源自己向您展示它的卓越品质和出色性能。
以下是:数控等离子切割机自动激光切管机低价货源的图文介绍
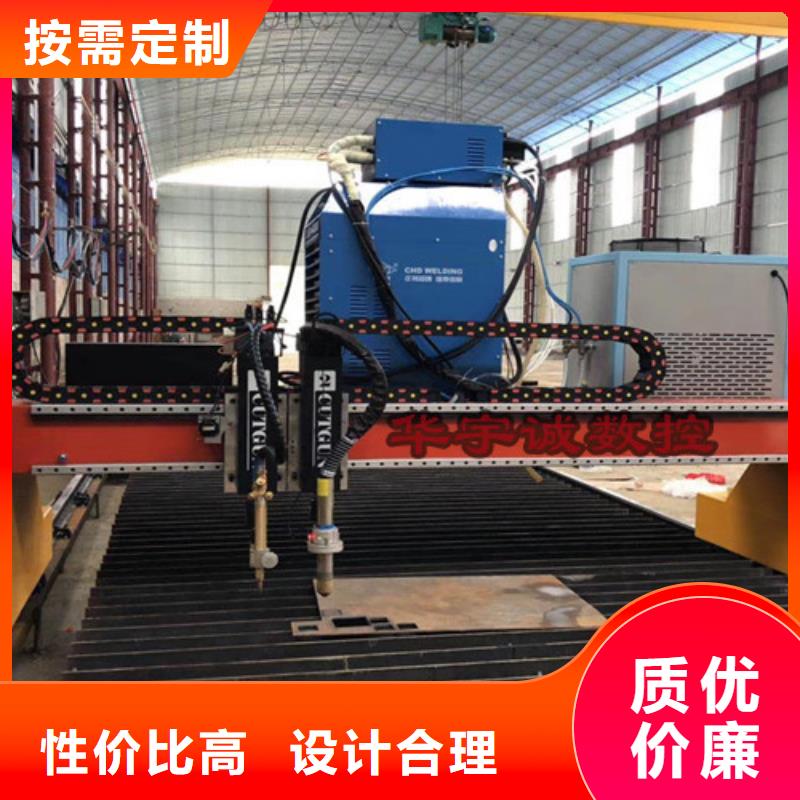
数控等离子切割机的选择应注意什么?不同的人可能对数控切割设备的购买有不同的看法一些人认为它复杂又麻烦,另一些人认为它简单明了数控切割机选择的关键不是你听到的,而是你需要的现在我将和大家分享如何选择数控切割设备首先,要确定的因素是要切割的金属厚度如果通常切割细金属,首先必须考虑使用低电流等离子体切割机,即使小机器切割一定厚度的金属,切割质量也可能无法保证,相反,切割效果可能几乎为零,可能存在残馀物每台机器都有类似的切削厚度范围,以确保组态符合您的需求。其次,如果要在航班之间自动切断或切断,请确保反映机器工作负荷的持续时间。负载时间仅是设备在温度过高而无法冷却之前的连续运行时间第三,大多数等离子切割机都有利用高频引导电流穿越空气的导引弧。但是,由于高频可能会干扰周围的电子设备,因此,首先这些潜在的高频问题可能非常有益。第四,等离子火炬上有各种各样的外部部件需要更换你要找的机器应该少用耗材供应减少导致成本降低。


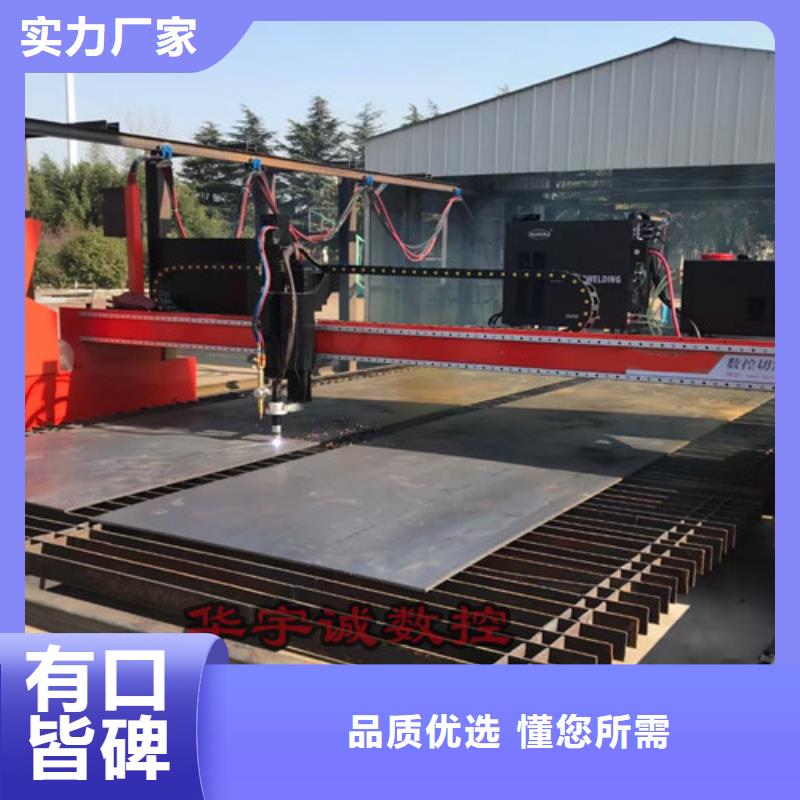
数控等离子切割是集数控、等离子和逆变电源技术于一体的高新技术,相对数控火焰切割具有切割速度快、效率高、切割面质量好、切割尺寸、工件热变形小等优点,在铁路、船舶、航空和机械制造等制造业中得到广范应用。目前,制备车间有两台数控等离子切割设备,主要用于长大配件、形状复杂的异形工件的切割下料,尤其是在当前公司小批量多品种订单较多的生产形势下,数控等离子切割的优势愈加明显。本文主要针对数控切割过程中出现的常见质量问题进行原因分析,并提出了解决和控制措施。1.数控等离子切割的工作原理数控等离子切割是以高温、高速的等离子弧为热源,以压缩气体为工作介质 , 通过被压缩气体电离形成高温、高速的等离子电弧 , 将被切割的金属或非金属局部熔化(或蒸发),同时用高速、高压气流将已熔化的金属或非金属“吹离”基体而形成狭窄而光洁切口的一个过程,如图1所示。图片图 1 数控等离子切割示意2.影响数控等离子切割的因素分析与控制措施数控等离子切割常见的质量缺陷有:穿孔缺陷、切割变形、熔渣、断面倾斜以及波纹等。而在实际生产中影响切割质量的因素主要有:切割程序代码、原材料平面度及内应力、起收弧缺陷、切割速度、切割顺序、弧压高度等,这些因素控制不当都会产生质量缺陷,因此如何采取控制措施质量缺陷是我们需要解决的主要问题。(1)切割程序代码 数控等离子切割是通用数控程序代码来实现产品加工的,因此程序代码的正确与否,直接影响产品切割质量。在车间以往的切割生产中,曾发生过因程序代码错误和错误调用产生的质量问题。控制措施:解决这一问题就要从源头上加以控制,一是增加数控程序的校核过程,确保切割代码正确性;二是建立程序和图纸的资源库,减少因多次编制造成的错误概率增加;三是对程序进行统一编号,规范管理,如:利用物料代码的性对程序进行编码,可以避免因程序调用错误产生质量问题。(2)原材料的不平度和内应力 原材料的不平度和内在应力,对切割质量的影响非常大。目前车间使用的大部分原材料在切割前都要经过预处理线抛丸除锈和底漆喷涂,尤其是2~8mm的卷板,在经过抛丸处理以后,内部应力分布不均匀,板材会产生不同程度的变形,影响数控等离子切割的尺寸精度。控制措施:针对原材料不平度和内应力,可以在切割前,对原材料增加一道校平工序,进一步释放板材内在应力,一般将板材的平面度控制在≤2mm/m2,能够有效保证切割产品质量。(3)起收弧缺陷 起收弧缺陷是等离子切割件中常见的切割缺陷。起弧缺陷一般是由板料不平、工件切割过程中发生变形或位移,起弧线、补偿值设置不合理等原因造成的。由于板料不平,工件和母板脱离时会向下掉落,掉落瞬间会被等离子流灼伤,造成起弧缺陷。控制措施:根据实际情况设置提前收弧时间,使工件掉落时刚好停弧或者在编程时去掉引出线。另外对于工件切割过程中发生变形或位移,产生的起收弧微小缺陷可以通过设置四分之一圆弧的起收弧线来弥补。(4)切割速度 切割速度主要是影响切割断面的斜度和波纹。切割速度加快会导致切口斜度变大,过快会在切口处出现波纹和毛刺,甚至会无法切透或断弧。切割速度过慢也会出现毛刺,并会使切缝变宽,影响工件尺寸与质量,降低了切割效率。控制措施:数控等离子切割不同厚度的钢板时,需选择不同型号割嘴和耗材,同时也对应着不同的切割速度和切割参数设置。附表是本人针对精细等离子切割机整理的常用板材选择割嘴和切割速度。精细等离子常用板材切割速度图片(5)切割顺序 切割顺序的选择对于保证切割质量也非常关键。尤其是在多种配件数控套裁下料时,切割顺序的选择将影响整张板材的成品率。在车间D11配件生产中,就出现了因切割顺序选择不当造成母材变形产生位移,使后续产品无法完成切割情况。控制措施:切割顺序选择应遵循先内后外,先小后大的原则;即先切割工件内轮廓,后切割外轮廓;先切割母材中面积小的零件,后切割大尺寸的零件,可使尺寸大的零件周边的材料质量变轻,有利于减小大尺寸零件切割时产生的热变形偏差;此外,在能保证的切割质量的前提下,应尽量选择近的切割路线。(6)弧压高度控制 弧压高度是指在切割过程中等离子割炬与工件表面的高度距离,弧压的高度主要会影响工件切口的断面质量,因此弧压控制也很重要,控制不当会导致断弧或熔切不透。控制措施:在实际切割过程中 ,调整割炬高度与电弧压力:割炬高度一般应在 3~6mm 之间,根据实际板厚与板料的不平度情况微调割炬高度与电弧压力,在其他因素不变的情况下可减小切口的斜度,改善切口质量,减少断弧率,达到更加理想的效果。、3.结语综上所述,根据数控等离子切割工艺的特点和规律,通过采取得当措施就可减少切割缺陷、控制切割质量。总之,数控等离子切割机的切割质量控制除了以上提到的因素外还有其它影响因素,需要我们在实际操作中总结经验并不断改进。随着数控技术自动化、柔性化、集成化、高速化的发展,我们相信数控切割技术的应用会越来越广泛,而数控等离子切割技术也将会越来越完美。



不少准备选购数控切割机的客户,都在发愁一个问题,就是数控切割机怎么编程?数控切割机发展到今天已经很成熟了,虽然系统是采用国际通用G码编程,不少人认为自己记不住或不认识G码,如何实现编程?如何操作数控切割机呢?但是现在随着智能与人工应用的发展,在使用和操作数控切割机的时候,根本是无需编程的,今天奥迅切割设备小编就拿数控等离子切割机为例,讲解一下怎么编程?
奥迅切割机内置图形
首先现在数控切割机操作系统一般都内置了部分常规切割图形,像咱们奥迅数控切割机里面,都存储了48种常规作业图形样式,当客户使用的时候,只需要修改相关参数,例如圆形来说,需要修改需要切割的圆形半径尺寸,以及需要切割数量,和选择切割的圆形为成品配件或是挖空废料件即可,通过以上指令后,等离子数控切割机就可以自动操作了。整个过程根本是无需编程,也无需客户读懂或认识G码。
CAD绘制切割图形
其次客户需要切割的图形非常规图形,毕竟每个客户生产的需求不同,针对于系统库木有的图形,客户就需要编程了,不懂G码如何实现编程呢?其实问题并不难,首先客户需要在CAD上画出自己想要切割的图形,以及各个标量参数,然后把图形输出到桌边文件。然后客户打开随机赠送的自动编程操作软件,通过选择文件打开刚做好的CAD图形,然后软件就是自动转化为切割代码。客户点击另存为保存好输出的txt格式文件。然后把输出后的txt文件复制到U盘,插入等离子数控切割机的操作主机,就可以实现所需图形的切割操作了。实际整个所谓是编程过程,客户根本木有实际编写G码,也根本无需读懂G码,就这么简单的操作了,所以我们奥迅给客户讲解的时候曾举例说,只要你能学会操作老年手机,就可以完全可以操控我们的数控切割机,无需编程就这么简单。
奥迅切割机切割案例


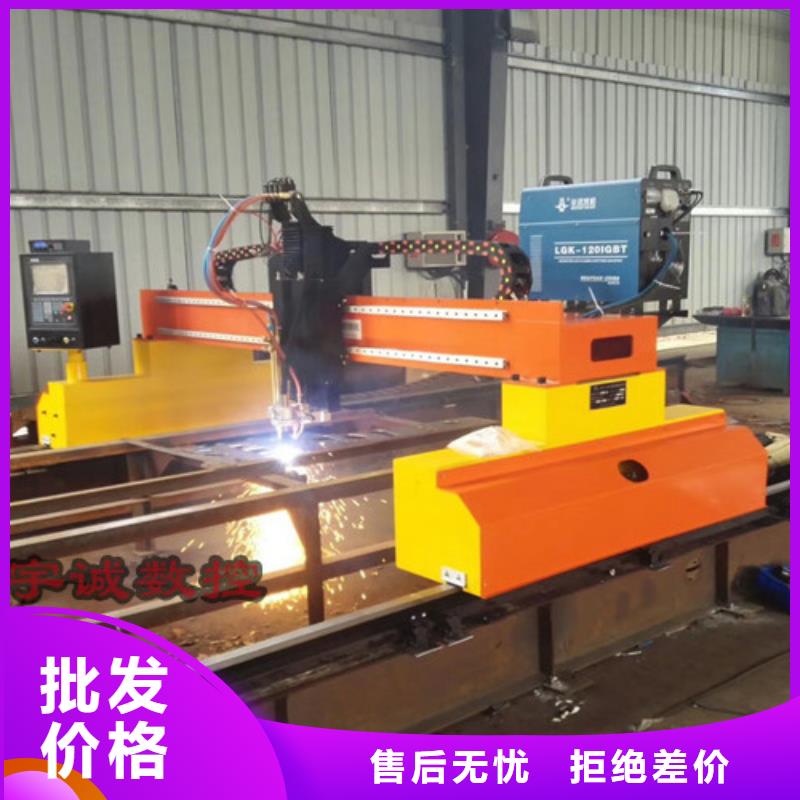
数控火焰等离子切割机的功能及优势:数控切割设备的两大分类中,火焰切割机与等离子切割机目前在国内市场均有相当多的终端用户,对于企业来说,选择采用数控切割方式除了提高生产加工效率外,更多的还在于节约生产成本,具体到数控火焰、等离子切割机上来看,则可以归结为人工成本、生产成本等多个方面,为了让更多的用户能了解数控火焰、等离子切割机的功能优势,以下将主要就此方面情况予以简单说明:一、等离子切割介绍等离子切割是利用高温在喷嘴处喷射出来的高速气流离子化,从而形成导电体。当电流通过时,该导气流即形成高温等离子电弧,电弧的热量使工件切口处的金属局部熔化(和蒸发),并借助高速等离子气流的动力排除熔融金属以形成切口的一种加工方法。利用环形气流技术形成的细长并稳定的等离子电弧,保证了能够平稳且经济地切割任何导电的金属。数控切割机厂家直销!图片经过多年的探索,等离子技术得到了长足的发展。近的进展是通过加大功率来加快数控等离子切割机速度,同时提高切割质量。图片二、火焰切割介绍火焰切割是老的热切割方式,其切割金属厚度从1毫米到1米,但是当您需要切割的绝大多数低碳钢钢板厚度在20毫米以下时,应采用其他切割方式。火焰切割是利用氧化铁燃烧过程中产生的高温来切割碳钢,火焰割炬的设计为燃烧氧化铁提供了充分的氧气,以保证获得良好的切割效果。火焰切割设备的成本低并且是切割厚金属板经济有效的手段,但是在薄板切割方面有其不足之处。与等离子比较起来,火焰切割的热影响区要大许多,热变形比较大。为了切割准确有效,操作人员需要拥有高超技术才能在切割过程中及时回避金属板的热变形。



华宇诚数控科技有限公司拥有中、高级 湖北大功率激光切割机工程技术人员180余人,担负着全部产品的研发设计与生产指导。拥有完善的质量保证体系、严格的管理制度、强大的生产能力和先进的检测手段,在保证 湖北大功率激光切割机产品高质量、高产出的同时也具备了较高的市场占有率和较强的市场竞争力。
在湖北省采买数控等离子切割机自动激光切管机低价货源到华宇诚数控科技有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:-18986290037,QQ:1051088151,地址:《江夏区庙山工业园特1号》。